Call us now :08045478663

 Send Inquiry
Send InquiryReaction Distillation Unit
MOQ : 1 Unit
Reaction Distillation Unit Specification
- Glass Type
- Borosilicate 3.3 Glass
- Accuracy
- ±1°C (temperature control)
- Temperature Resistance
- Up to 250°C
- Power Supply
- Single Phase
- Heating Capacity
- Up to 2 kW
- Display Type
- Digital LED/LCD Display
- Type
- Reaction Distillation Unit
- Dimension (L*W*H)
- Customizable; Typical range 1200x600x2000 mm
- Equipment Type
- Laboratory/Pilot Scale Reactor Distillation
- Equipment Materials
- Borosilicate Glass, Stainless Steel, PTFE
- Power
- 2 kW
- Material
- Borosilicate Glass and SS316
- Application
- Chemical Synthesis, Pilot Plants, Research Labs, Petrochemical, Pharmaceutical, Distillation Processes
- Capacity (Ltr)
- 10 to 100 Liters (customizable)
Reaction Distillation Unit Trade Information
- Minimum Order Quantity
- 1 Unit
- Payment Terms
- Cash in Advance (CID), Cheque, Cash Advance (CA)
- Supply Ability
- Unit
- Delivery Time
- 1 Week
- Main Export Market(s)
- Africa, North America, South America, Western Europe, Asia, Australia, Eastern Europe, Middle East, Central America
- Main Domestic Market
- All India
About Reaction Distillation Unit
Appreciated for offering quality assured products, we are engaged in manufacturing, supplying and exporting Reaction Distillation Unit. To cater to the variegated requirements of chemical, medical, pharmaceutical and food processing industries, this unit is made available in varied specifications and sizes. The whole unit is fabricated precisely to ensure proper conduction of distillation process. In order to assure safety of Reaction Distillation Unit from damage during transit, it is delivered in special packaging.
Features:
-
Excellent material strength
-
Easy to install
-
Superior finish
-
Lightweight
Other details:
Pilot Plants are combination of various Process plant equipments which makes a Pilot unit, used for various multi-purpose chemical reactions / processes, before taking the bulk production o hand. These assemblies are used even on production scale of smaller quantities of precious chemicals.
-
Simple Distillation Units
-
Reflux - Reaction cum Distillation Units
-
Fractional (Vacuum) Distillation Units
-
Solid - Liquid / Liquid - Liquid Extraction Unis
-
Condenser assembly on Glass-Lined Reactors
-
Shell & Tube Heat Exchanger assemblies on Glass-lined Reactors
-
Anhydrous HCL Generation Plants
-
Bromine Recovery Plants
-
HCL Absorbers (Scrubbers)
All the joints / Fittings are of X-STRONG type and are absolutely Leak-proof.The units are easy to function under HIGH - VACUUM.
Pilot Plants, Pipe-Lines & Production Units
The units are easy to function under HIGH - VACUUM.
SABAR SCIENTIFIC undertakes the jobs from Design - Supply - Installation and Commissioning till After sales support & Technical Back-up.
The Industries Where these types of Glass units are used are :
Aromatic Products, Breweries, Wines, Bulk Drugs, Fine Chemicals, Food Products, Pesticides, Petro-chemicals, Pharmaceuticals Specialty Chemicals
Versatile Laboratory and Pilot Plant Solution
Engineered for flexibility, the Reaction Distillation Unit adapts to various process demands, including chemical synthesis, distillation, and purification tasks. Its customizable dimensions and capacity enable suitability for both research and scale-up applications. Premium construction materials like borosilicate glass and SS316 stainless steel ensure durability and chemical resistance, making it an ideal choice for rigorous laboratory and pilot plant environments.
Precise Temperature and Process Control
This unit features advanced temperature regulation with 1C accuracy and a digital LED/LCD interface. Users benefit from dependable process monitoring and safe operation up to 250C. Single-phase power compatibility and up to 2 kW heating capacity streamline installation and operation, offering consistent results for sensitive chemical procedures in research and production settings.
FAQs of Reaction Distillation Unit:
Q: How is the Reaction Distillation Unit utilized in chemical synthesis and distillation processes?
A: The Reaction Distillation Unit facilitates simultaneous reaction and separation operations by combining reactor and distillation capabilities. It is used to synthesize chemicals and purify products efficiently, benefiting applications in research labs, pilot plants, and industrial settings like pharmaceutical and petrochemical production.Q: What materials are used for construction, and what advantages do they offer?
A: This unit is constructed from borosilicate 3.3 glass, SS316 stainless steel, and PTFE components. These materials provide excellent thermal resistance, chemical durability, and safety, ensuring reliable performance during high-temperature and corrosive process applications.Q: When should I opt for a customizable Reaction Distillation Unit?
A: Customizable units are ideal when your process requirements, sample volumes, or installation constraints demand specific dimensions (ranging typically from 1200x600x2000 mm) or capacity (10 to 100 liters). They are especially useful for unique experimental setups or scale-up studies in pilot plants.Q: Where is the Reaction Distillation Unit best installed or operated?
A: The unit is designed for laboratory and pilot plant use, and can be integrated into research organizations, chemical synthesis facilities, pharmaceutical labs, and petrochemical sites. Its compact configuration and single-phase power supply facilitate easy installation in standard lab environments.Q: What process controls and accuracy features does the unit provide?
A: The Reaction Distillation Unit is equipped with a digital LED/LCD display for monitoring, and features 1C temperature control accuracy. This ensures precise handling of sensitive reactions and distillation steps, improving safety and yield in research and industrial applications.Q: What are the primary benefits of using a Reaction Distillation Unit for laboratory and pilot-scale operations?
A: Key benefits include efficient integration of reaction and distillation processes, customizable capacity and dimensions, robust construction for enhanced durability, and advanced temperature control for optimizing chemical yields and process reproducibility.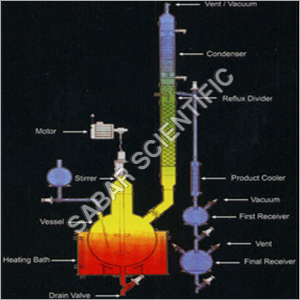
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Our Products
- Laboratory Glassware
- Laboratory Glass Apparatus
- Laboratory Flasks
- Fractional Distillation Unit
- Laboratory Equipments / Instruments
- Akhand Diya
- Stirrers
- Glass Funnels
- Graduated Cylinder Tubes
- Test Tubes
- Rubber Labware
- Laboratory Beakers
- Laboratory Adapters
- Lab Gas Washing Bottles
- Leibig Condensers
- Chromatography Columns
- Reaction Distillation Unit
- Process Plant Glass Equipments
- Digital pH Meter



I-148/B, Phase-II, GIDC Estate, Vatva, Ahmedabad - 382445, Gujarat, India

Mr Harish A. Bhise
(Chief Executive Officer)
Mobile :08045478663
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
